

News
新闻资讯
— 新闻资讯 —
精诚一意,格致创新

一、热镀锌层的形成过程
系指铁基体与最外面的纯锌层之间形成铁-锌合金的过程,钢制件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合。其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固溶体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固溶体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金。而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。钢制件件从浸锌液中移出时表面形成纯锌层,为六方晶体,其含铁量不大于0.003%。
二、锌层的作用
1.隔离层保护
隔离保护层的两个重要性能是其对金属的附着力和自身的耐磨性。在这方面,热镀锌层提供了坚硬的、由金属键结合作用的隔离层,它可以完全覆盖钢铁表面,将钢铁与腐蚀的环境隔离开。
2.腐蚀产物层的保护
热镀锌层表面腐蚀后形成的腐蚀产物会产生体积膨胀,堵塞因镀层的选择性溶解而出现的不连续间隙,从而阻碍镀层的进一步腐蚀,使镀锌层在环境腐蚀介质中的腐蚀速度降低。
3.电化学保护
对于意外破坏而暴露出的任何小区域,如碰伤或刮痕等,由于锌的电位比铁更负,热镀锌层作为牺牲性的阳极被优先腐蚀,对钢铁提供阴极保护。
三、锌层外观质量
1.锌层应连续、均匀、光滑;
2.锌层应牢固地附着在附件上,在有要求时应进行锌层结合强度试验;
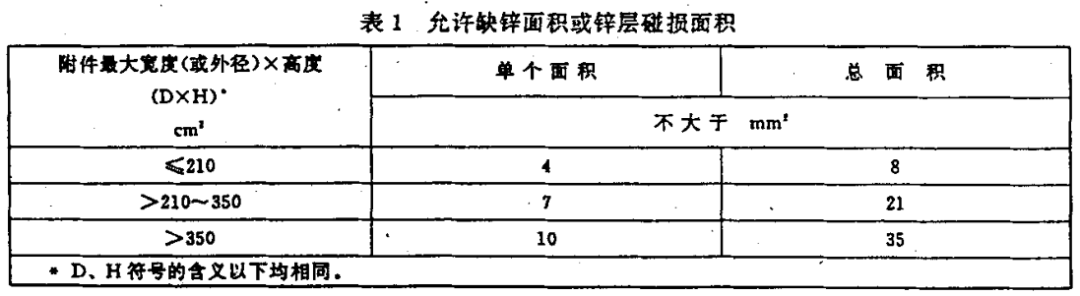
3.附件与胶合剂接触的内表面,其外观质量由相应的附件标准规定。线路绝缘子用附件其外露表面不允许缺锌。其他绝缘子附件,其外表面缺锌面积和对所有附件的锌层碰损面积均应符合表1规定;各种凸起的缺陷(如:锌堆、锌渣、溶疤和毛刺等)不应影响附件的装配和安装连接互换。各种凸起的缺陷高度不应大于1mm。
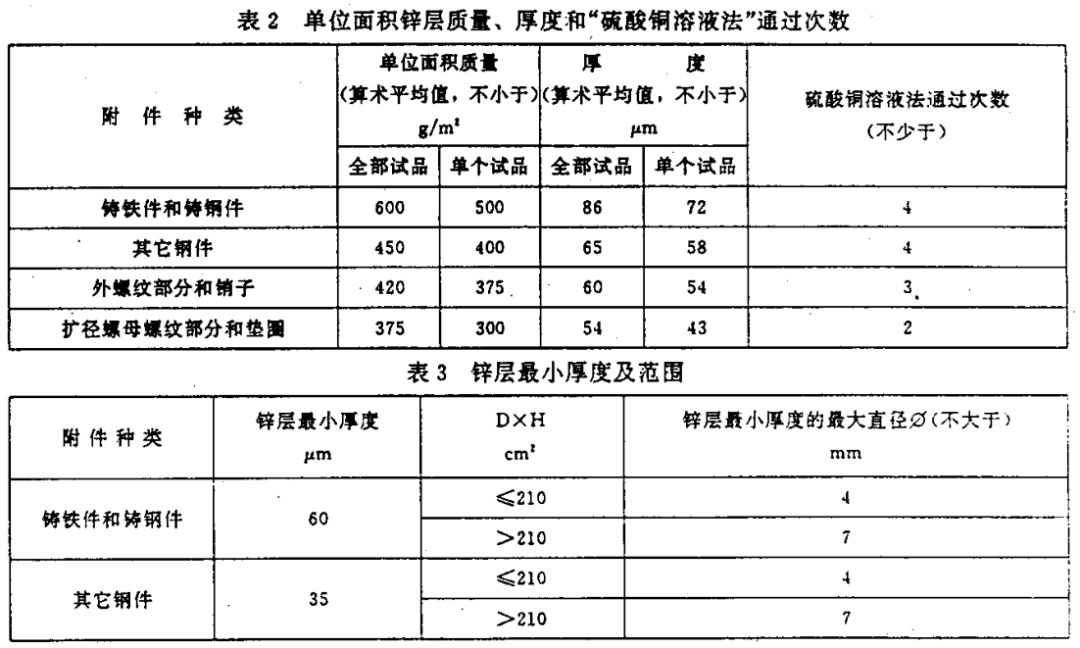
4.单位面积上的锌层质量和相应的锌层厚度以及“硫酸铜溶液法”通过次数,应符合表2规定。锌层最小厚度及其允许范围,应符合表3规定。
四、试验方法
1.用磁力测层仪测定锌层的平均厚度(简称磁力法)
试品处理与要求
试品应从经外观和尺寸检查合格后的同一批(以同一工艺方法加工的同一型号的产品分批)中随机抽取。试验前应将试品锌层表面的油污、脏物等清除干净。试品不应有剩磁存在(例如:经磁力法探伤的附件),如有剩磁,必须进行去磁。
试验设备
推荐采用DHC-I型测层仪(磁阻式)或其它等效的测量仪测量,其探头直径应不大于2mm。
试验方法
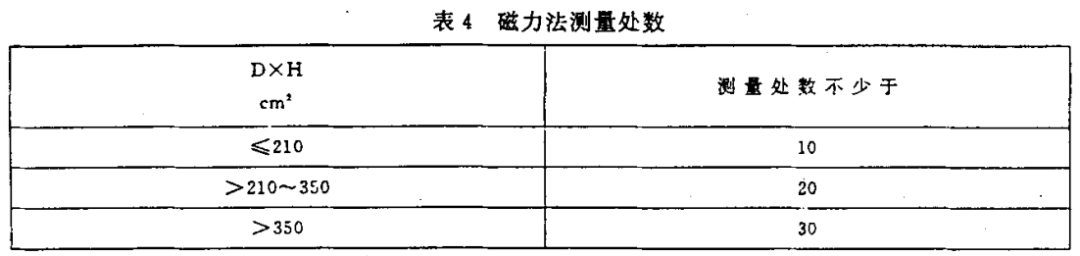
试验时,应严格按照测量仪制造厂提供的规程或仪器使用说明书进行测量。测量点应随机均布于整个试品的锌层表面,但试品的边缘和棱角部位除外,其测量处数按表4规定:
试验结果判断
单个试品的锌层厚度实测算术平均值,以及全部试品的实测平均值达到规定值要求,则通过本试验。如二项均不合格,则应加倍数量进行重复试验,二项均应合格,则通过本试验。
如全部试品的实测平均值合格,而有一只或一只以上的单个试品的实测平均值不合格,则应按本条抽取相同试品进行重复试验。经重复试验后,二项实测平均值应合格,则通过本试验。如果单个试品的平均值合格,而全部试品平值不合格,则应按“称量法"进行一次仲裁试验。如最小锌层厚度不合格,则应抽取相同试品数进行重复试验。如合格,则通过本试验。
2.用去膜试验测定单位面积锌层质量(简称称量法)
试品处理与要求
试品应从已经外观和尺寸检查合格的同一批产品中随机抽取(一般推荐为三只)。试验前应将试品表面的脏物清除干净。如有必要,试品须用不侵蚀锌层的有机溶剂如三氯乙烯去油污。对较大的试品,允许切块进行试验,切块的最小面积不小于200mm2。
去膜溶液制备
将约3.2g的三氯化锑或2g三氧化二锑溶解于500ml浓盐酸(密度1.19g/ml)中,然后用蒸镏水将该溶液稀到1000ml。制备好的溶液至少使试品的每平方厘米锌层表面具有10ml溶液,但不多于20ml。
试验方法
试验时,先将准备好的试品或切块逐只称量,其精度应准确到千分之一克。试品应完全浸入与室温相近的溶液中,直至锌层完全溶解为止。溶解过程的终止,可视从溶液中排放的气开始停止冒泡来确定。然后将试品放在流动的水中冲洗,如有必要,刷去可能粘在表面上的任何残留物,再没入酒精中。取出立即加热至约100℃烘干。待试品冷却后,最后按上述精度的衡器称量。
试验结果判断
单位面积锌层质量m3=(m1-m2)/S,m1为去膜前试品质量,m2去膜后试品质量,S为试品锌层表面积
试验结果判断:如果m3等于或大于规定值时为合格。
3.用金相显微镜侧量锌层的平均厚度(简称显微镜法)
试品被测断面的制备
试品的被测断面应自被试品的有效锌层部位(锌层未受损伤的螺牙工作面)切割,然后将断面磨平、抛光和侵蚀、在切割、研磨和抛光时,均应垂直于被测锌层断面。研磨时所施加的压力和磨料的硬度,应与锌层的硬度相适应,施加压力的方向应与断面垂直。研一定时间后,将工件转动90°角再磨,磨料颗粒度和施加的压力由大至小,直至断面完全磨平为止。然后在平面抛光轮上抛光,再用乙醇清洗并干燥,将断面在腐蚀剂中进行腐蚀,取出后用水冲洗,再用乙醇清理断面并干燥。
试验方法及结果判断
将制备好的被测断面在金相显微镜上测量,测量应严格按仪器制造厂提出的使用规程进行。螺牙工作面上每相距一个螺距测量一点,共测三点,取三点的算术平均值,即为单个试品的实测锌层厚度。锌层厚度以锌层外表至锌层与铁锌合金交界面为界。
单个试品和全部试品(一般推荐为三只试品)的实测锌层厚度算术平均值,均达到规定值的要求则认为试验合格。
5.用硫酸铜溶液试验锌层的均匀性(简称硫酸铜溶液法)
试品处理与要求
试品应从已经外观和尺寸检查合格的同一批产品中随机抽取。试验前应将试品表面的脏物清除净,然后浸入适当的溶液中清除所有油污。再浸入2%的硫酸溶液中15s,取出试品在流动的水中仔细冲洗后用清洁的软布擦干。对于缺锌和碰锌部位应作出标记。对于规定不要求镀锌或不作考核的部位,可用石蜡或共他适合的涂层覆盖其表面;对于不要求镀锌或不作考核的管状附件内腔或某些孔,可用塞子塞紧封严。
硫酸铜溶液制备
在每100ml的蒸镏水中加入35g化学纯结晶酸铜,在每1000ml的硫酸铜溶液中加入约1g碳酸铜,或氢氧化铜,或黑色氧化铜,并充分搅拌。配制好的溶液静置不少于24h。过滤或缓慢地倾倒出已澄清的溶液,弃去沉淀物。制备好的硫酸铜溶液,在20℃时其密度应为(1.170士0.010)g/ml。
盛硫酸铜溶液的容器和试验用容器,应以陶瓷、玻璃、搪瓷等不与硫酸铜溶液发生化学反应的材料制成。试验用容器的内腔尺寸应保证在试品漫入溶液中时,试品的任何部位至容器内壁的最短距离不小于25mm。每平方厘米的锌层面积至少应具有6ml的溶液。
试验方法
将准备好的试品完全浸入温度为(20±4)℃的硫酸铜溶液中1min,溶液应始终保持在这一温度范围内。浸渍时试品和溶液均不得搅动,试品与容器壁之间不应相互接触。当试品达到浸渍时间后应迅速取出并立即在清洁流动的水中冲洗,用毛刷刷去表面沉淀物,再用清洁软布擦干,立即进行外观检查。上述过程算作一次试验。
按照上述规定作完每只试品所规定的试验次数,溶液不应继续使用。除最后一次浸渍外,试品经外观检查后均应立即再漫入溶液中。
试验结果判断
试品按规定次数试验完后,以目力观察方法检查,每次试品上均不应有红色金属铜附着。如果有金属铜附着,经硬质橡皮或不损坏锌层的工具擦拭,擦去附着的铜,若露出锌则认为合格,若露出铁基则认为不台格。而边角或螺纹尖角上呈现的任何微小红色金属附着,允许存在。当上述试验中有一只或一只以上试品达不到规定的试验次数,允许抽取加倍的试品进行重复试验,如经重复试验仍有一只或一只以上试品达不到规定的试验次数,则该项试验不合格。
6.锌层结合强度试验(锉刀试验)
将附件夹在台钳中,用粗锉刀锉镀层的边棱。锉刀与镀层表面大约45°角,由基体金属向镀层方向锉,镀层不得揭起或脱落。其试品推荐采用一只,如不合格,则应抽取二只进行重复试验,如试验仍有一只不合格,则未通过本试验。
扫二维码用手机看

















































Copyright © 2020香港335图库图纸 版权所有 湘ICP备2020019003号-1 网站建设:中企动力 长沙